根据GB/T 8162-2018《结构用无缝钢管》标准,生产过程中需重点关注以下环节,以确保符合技术规范和质量要求:

一、原材料控制环节
-
牌号与化学成分
- 严格按标准选用钢材牌号(优质碳素结构钢/低合金高强度结构钢/合金结构钢),化学成分需符合:
- 表5(低合金钢成分)
- GB/T 699(优质碳素钢)
- GB/T 3077(合金结构钢)
- 关键点:
- 低合金钢需控制碳当量(CEV),按公式
 计算(表6限值)。
计算(表6限值)。 - 残余元素(如Cr、Ni)含量≤0.30%(表5注c)。
- 低合金钢需控制碳当量(CEV),按公式
- 严格按标准选用钢材牌号(优质碳素结构钢/低合金高强度结构钢/合金结构钢),化学成分需符合:
-
冶炼与管坯
- 冶炼方法:电弧炉/转炉+炉外精炼(5.2.1)。
- 管坯来源:连铸坯(YB/T 4149)或热轧/锻坯(YB/T 5221/5222),禁用非标坯料。
二、尺寸与外形精度控制
-
公差要求
- 外径公差:热轧管±1%D或±0.5mm(取大值),冷拔管±0.75%D或±0.3mm(表1)。
- 壁厚公差:分热轧(表2)、冷拔(表3)两类,例如:
- 冷拔管壁厚≤3mm时,允许偏差 −10%S+15%S 或±0.15mm(取大值)。
- 关键点:超差需双方协商确认(4.2.4)。
-
长度与端面处理
- 通常长度:3000–12000mm(4.3.1),定尺长度偏差:
- ≤6000mm时 0+30mm,>6000mm时 0+50mm(4.3.3.2)。
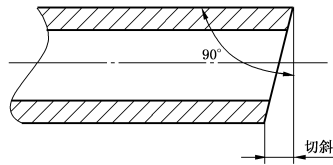
- 端头切斜:外径>60mm时≤2.5%D(最大6mm),毛刺需清除(4.6)。
- 通常长度:3000–12000mm(4.3.1),定尺长度偏差:
-
弯曲度与圆度
- 每米弯曲度:按壁厚分三级(≤1.5–3.0mm/m,表4)。
- 全长弯曲度≤总长0.15%(4.4.2)。

三、制造工艺关键点
-
成型方法
- 热轧(扩)或冷拔(轧)无缝工艺(5.2.3),需在合同中注明指定方法。
-
热处理状态
- 热轧管:默认热轧态,可协商热处理交货(5.3.1)。
- 冷拔管:强制退火或高温回火态(5.3.2)。
-
力学性能保障
- 拉伸性能:
- 优质碳素钢/低合金钢按表7(如Q345B屈服强度≥325MPa)。
- 合金结构钢按表8热处理后测试(如40Cr淬火+回火,Rm≥980MPa)。
- 冲击韧性:
- 低合金钢(外径≥70mm且壁厚≥6.5mm)需夏比V型冲击试验(表7,如Q500E要求-40℃冲击≥31J)。
- 硬度:合金钢退火态硬度限值(表8)。
- 拉伸性能:

四、工艺性能与表面质量
-
工艺试验
- 压扁试验:适用于10/Q345等牌号(外径22–600mm且S/D≤10%),平板间距H需满足表10(如Q345:H=7D/8)。
- 弯曲试验:外径≤22mm时,弯芯半径=6D,90°无裂纹(5.5.2)。
-
表面与无损检测
- 表面要求:无裂纹、折叠等缺陷,清除深度≤壁厚负偏差(5.6)。
- 无损检测(按需):
- 超声波检测(GB/T 5777,冷拔管L3级,热轧管L4级)。
- 涡流检测(GB/T 7735,E4H/E4级)。
五、镀锌层控制(若需)
-
镀锌条件
- 仅限优质碳素钢及屈服强度≤Q460的低合金钢(附录A.2)。
-
镀层要求
- 重量≥300g/m²(可协商500g/m²,单试样允许480g/m²)(A.4)。
- 均匀性:硫酸铜浸渍5次不变红(A.6)。
- 附着力:外径≤60.3mm时弯曲试验(半径=8D),外径>60.3mm时压扁试验(间距=3D/4)(A.8)。
六、检验与验收规则
-
组批要求
- 同牌号、同炉号、同规格、同热处理制度,批量≤400根(外径≤76mm)或≤50根(外径>351mm)(7.2.3)。
-
检测频率
- 化学成分:每炉1试样(表11)。
- 力学性能:每批2根钢管,各取1拉伸试样+3冲击试样(若适用)。
-
不合格处理
- 复验规则按GB/T 2102,单试样冲击值允许低于规定值70%(5.4.3.1)。

关键总结
- 合规核心:严格遵循订单技术参数(钢号、尺寸、状态)、控制碳当量与残余元素、热处理工艺。
- 风险点:冷拔管壁厚公差、低合金钢冲击韧性、镀锌层附着力。
- 文件记录:质量证明书需包含固氮元素含量(表5注d)、无损检测等级等(GB/T 2102)。
- 标准文件下载:GB/T 8162-2018 结构用无缝钢管标准下载 中文版
注:生产前务必确认合同中特殊要求(如其他尺寸公差、无损检测级别),避免偏离标准默认值。
文章作者:仁成钢管厂
文章标题:GB/T 8162 结构用无缝钢管生产关键控制点与质量要求
文章链接:https://xuzhou.josen.net/CompanyNews/27.html
本站所有文章除特别声明外,均采用 CC BY-NC-SA 4.0 许可协议,转载请注明来自仁成钢管厂 !
文章标题:GB/T 8162 结构用无缝钢管生产关键控制点与质量要求
文章链接:https://xuzhou.josen.net/CompanyNews/27.html
本站所有文章除特别声明外,均采用 CC BY-NC-SA 4.0 许可协议,转载请注明来自仁成钢管厂 !
设备上扫码阅读